

Process
Centrifugal casting, a permanent mold is rotated continuously at high speeds (300 to 3000 rpm) as the molten metal is poured. The molten metal spreads along the inside mold wall, where it solidifies after cooling. The casting is usually a fine-grained casting with an especially fine-grained outer diameter, due to the rapid cooling at the surface of the mold. Lighter impurities and inclusions move towards the inside diameter and can be machined away following the casting.
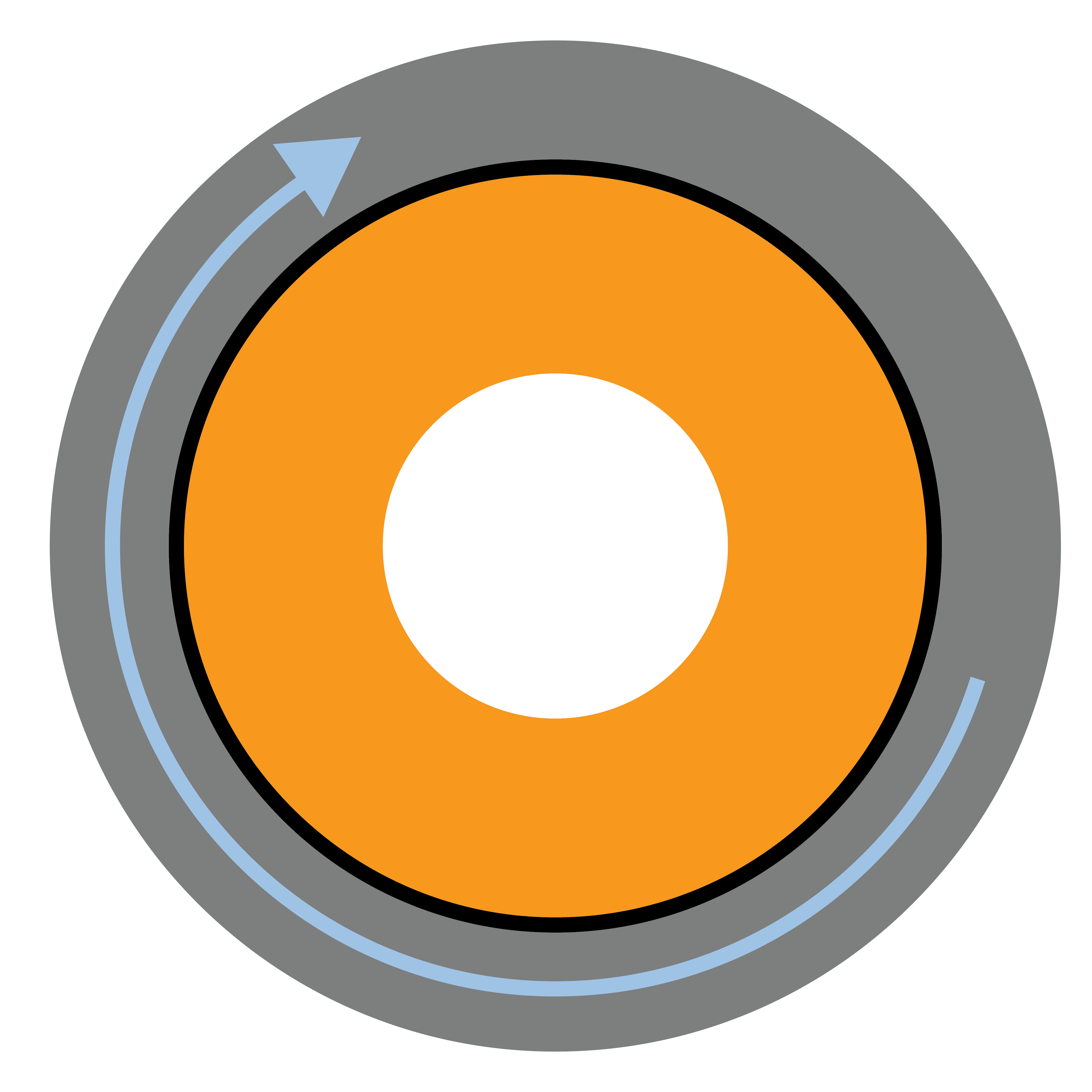
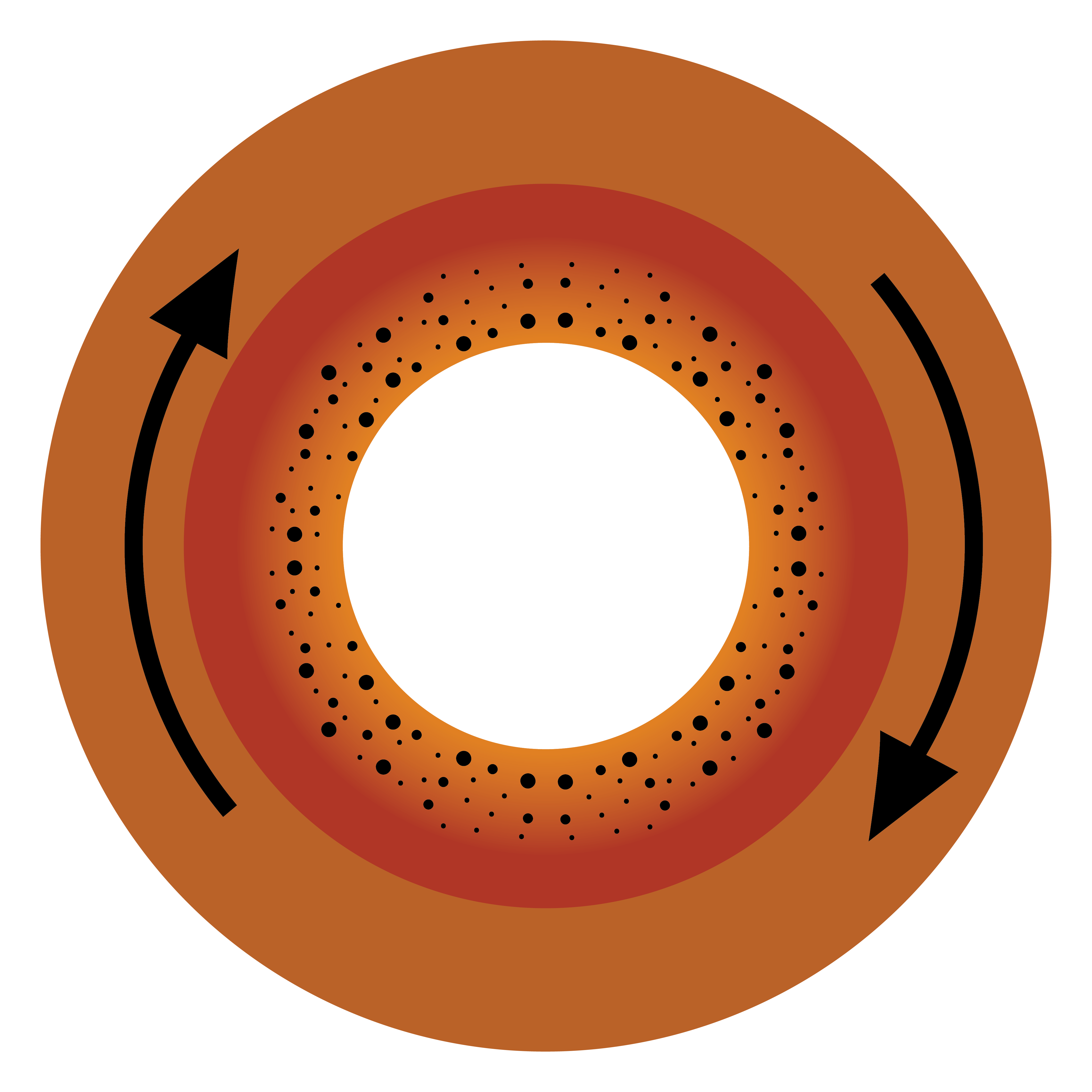
1. Directional solidification of sound metal progresses from outside toward the bore
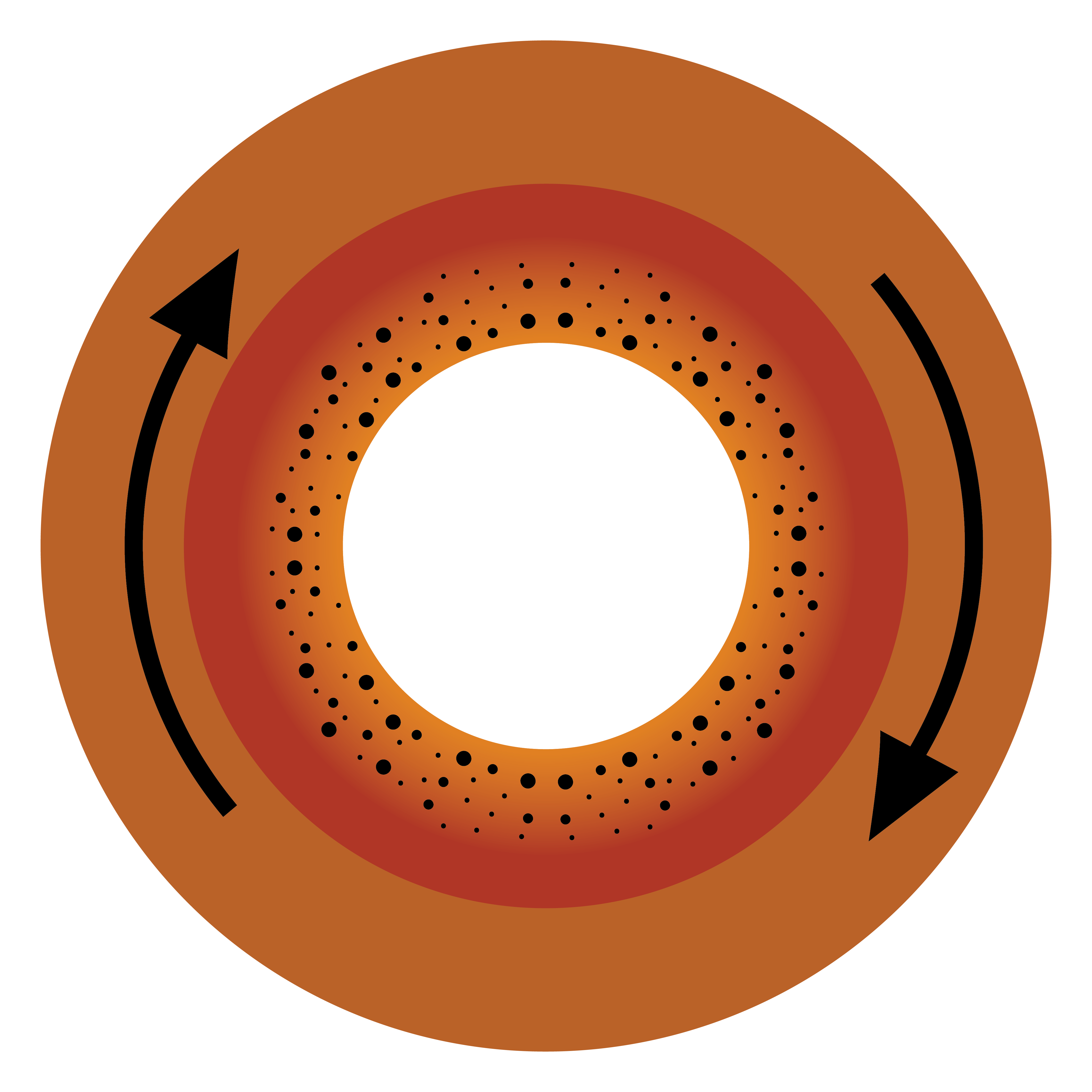
2. oxides and impurities are forced inward; metal is forced centelfugally to the outside.
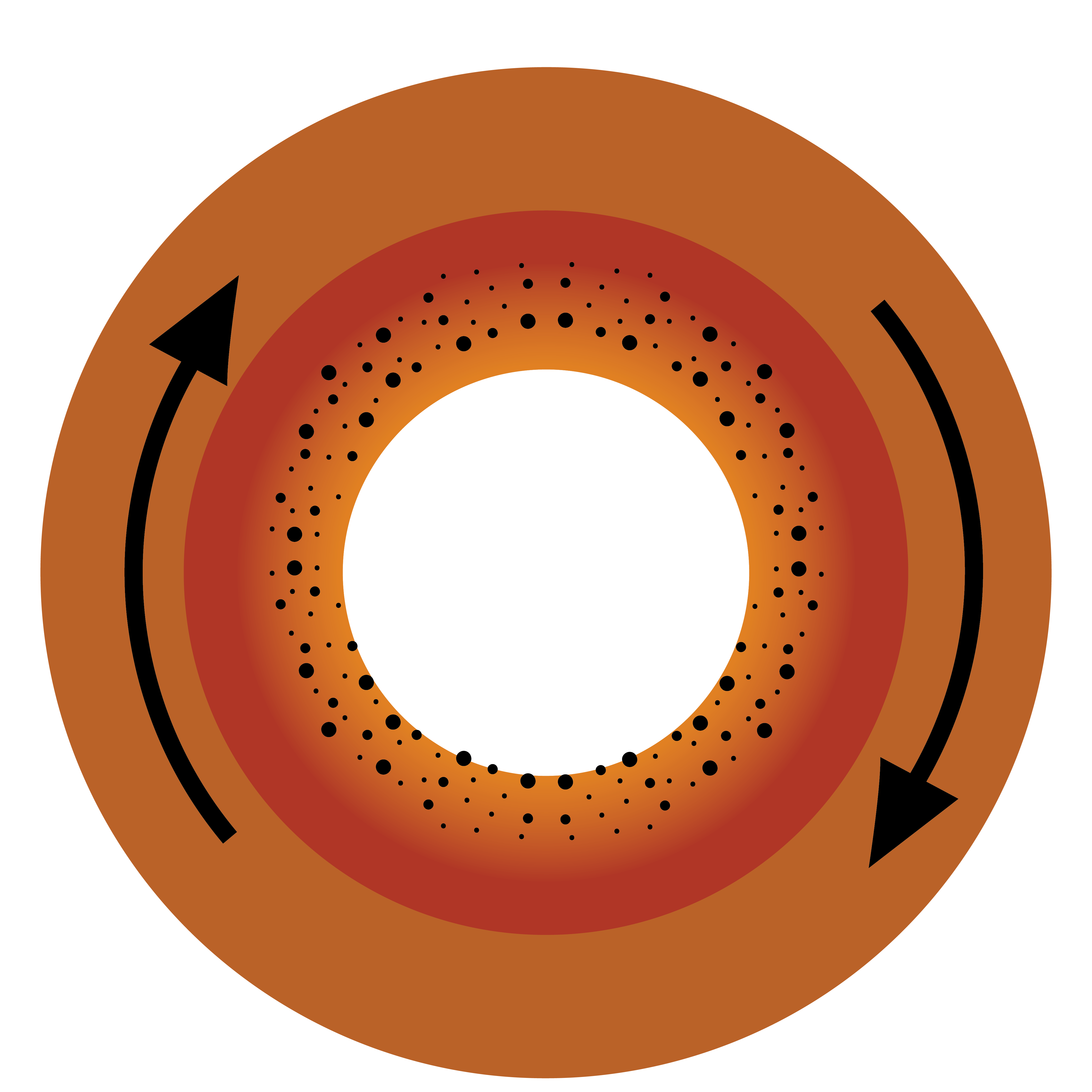
3. Impuritias are concentrated in the bore: the centrifugal is completely solidified
4. impurities are removed by machining, resulting in a defect-free structure
Benefits
Cylinders and shapes with rotational symmetry are most commonly cast by this technique. Long castings are often produced with the long axis parallel to the ground rather than standing up in order to distribute the effect of gravity evenly.
Thin-walled cylinders are difficult to cast by other means. Centrifugal casting is particularly suited as they behave in the manner of shallow flat castings relative to the direction of the centrifugal force.
Centrifugal casting is also used to manufacture disk and cylinder shaped objects such as railway carriage wheels or machine fittings where grain, flow, and balance are important to the durability and utility of the finished product.

Centrifugal Forming Is Also Far Superior To A Sand Casting And Forging!
- The centrifugal process directional solidification avoids porosity and inclusions associated with centerline shrinkage defects in sand castings.
- The material used to riser the centrifugal process is fed to the casting at 60 times the force used to feed a sand casting.
- The solidification is fed by a huge surface area of high pressure molten metal rather than through a complex network of narrow gates and risers.
- The JCT process uses solid, high chill rate mold materials rather than pressed and glued particulate molds.
- Surface examination of a machined centrifugal can completely qualify a part contrasted with expensive radiographic, ultrasonic or magnetic particle inspection required to determine the soundness of a sand casting.
| FORGING, ETC. | CENTRIFUGAL | |
|---|---|---|
| Single Source Capabilities | No | Yes |
| Provide Customized Alloys | No | Yes |
| Cost competitive on both small Quantity large | Only at several ton order weights | Both small and large order sizes |
| Raw material cost | Higher | Lower |
| Processing to usable form | No | Yes |
| Capabilities to machine to final size or near form size | No | Yes |
| Micro Structure | Non Denser grain structure | Denser Grain Structure |
| Delivery of product | Typically 10-12 weeks | Typically 4-6 weeks |
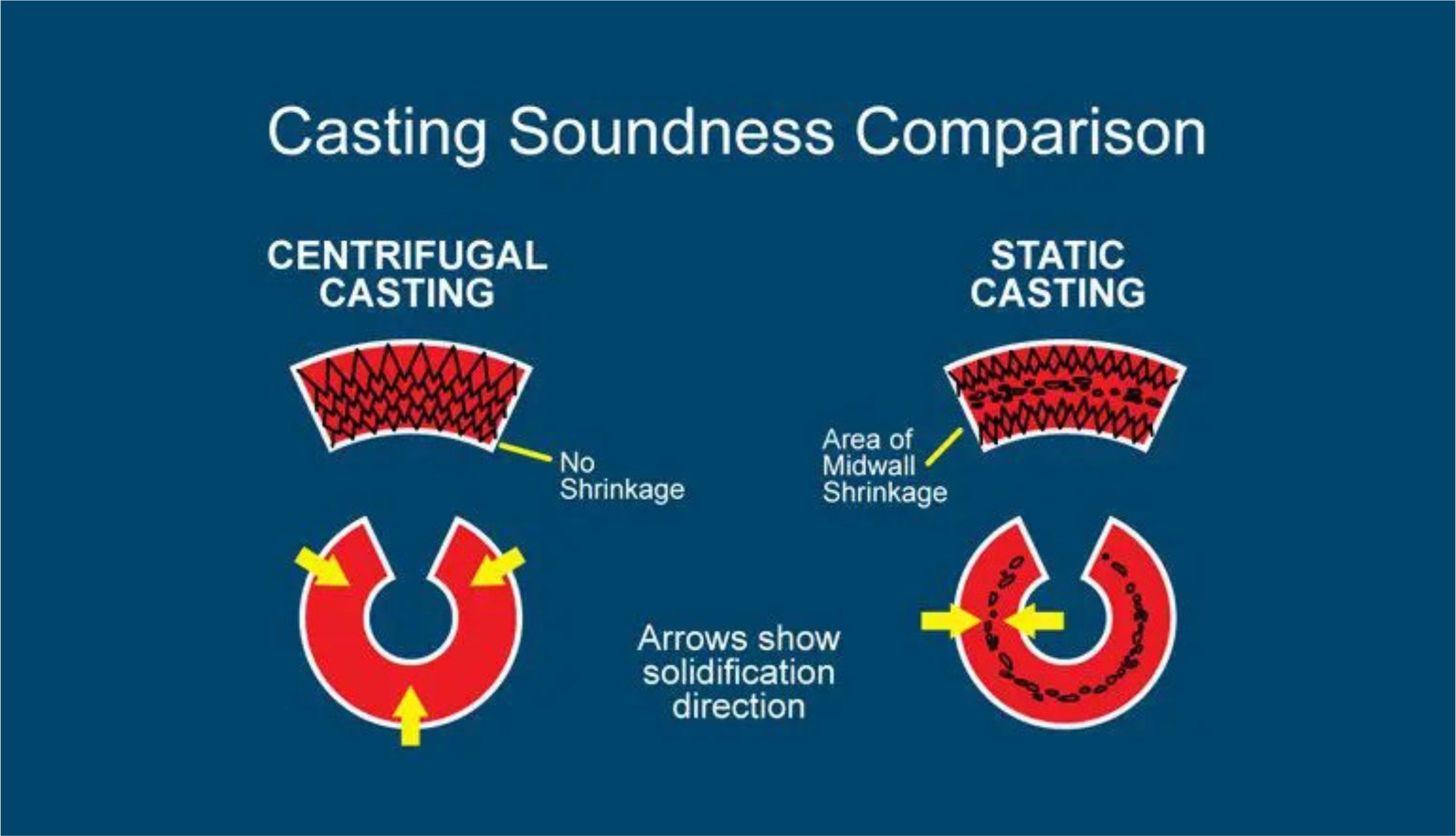

Centrifugal casting eliminates mid-wall defects
The centrifugal process does not rely on discrete risers or feed points to ensure the absence of trapped porosity. Rather, the inner diameter remains fully liquid during the solidification process, resulting in a continuous supply of metal to feed areas of contraction.
Unlike conventional gravity or static castings that chill from both the inside and outside surfaces and risk trapping mid-wall shrinkage, centrifugal castings solidify from the outside surface inward. The result is a part consistently free of shrinkage cavities, gas pockets, and blowholes.
© Copyright © 2012 - 2023. Mridini Castings L.L.P